








新聞中心
新聞資訊
聯係一起草 www.17.com
張經理:13656199922
網址:www.xxyzm.com
地址:江蘇省無錫市(shì)惠山區堰橋街道堰橋路35-3
新聞資(zī)訊
大型不(bú)鏽鋼儲罐焊接要求(qiú)
作者: 發布時間:2022-01-17 09:34:54點擊:1041
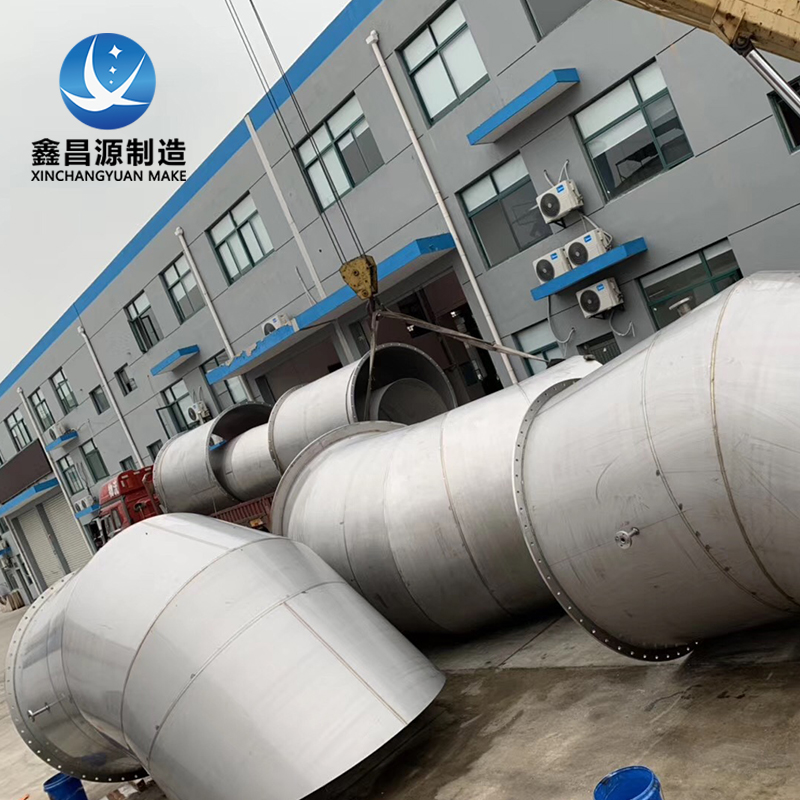
隨著社會發(fā)展和科學技術(shù)的不斷(duàn)進步,大型不鏽鋼(gāng)儲罐被廣(guǎng)泛應用(yòng)於各(gè)個行業(yè),今天小編給大家講講大型不鏽鋼儲罐焊(hàn)接需要(yào)注意些什麽要求。

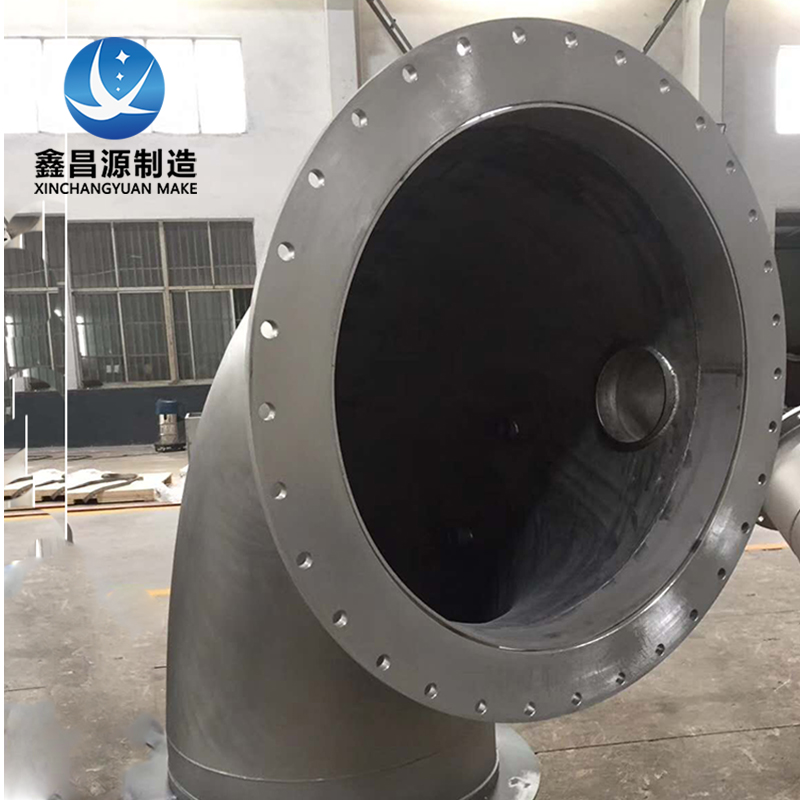
大型不鏽鋼儲(chǔ)罐的罐頂板與包邊角鋼在焊接時,需要注意焊縫對稱均勻分布並沿著同一方向(xiàng)分段退焊。先焊(hàn)內側焊(hàn)縫,後焊(hàn)外側焊縫,徑向的長焊縫采用隔縫對稱施焊方法(fǎ),並由(yóu)中心向外分段(duàn)退焊。焊接前應檢查組裝質量並且清楚坡口麵及坡口兩側20mm範(fàn)圍內的鐵鏽,水分和汙物,並且需要保持(chí)幹燥。如有缺陷深度或打磨深度超過1mm時應該進行補焊,需要打磨平滑(huá)。
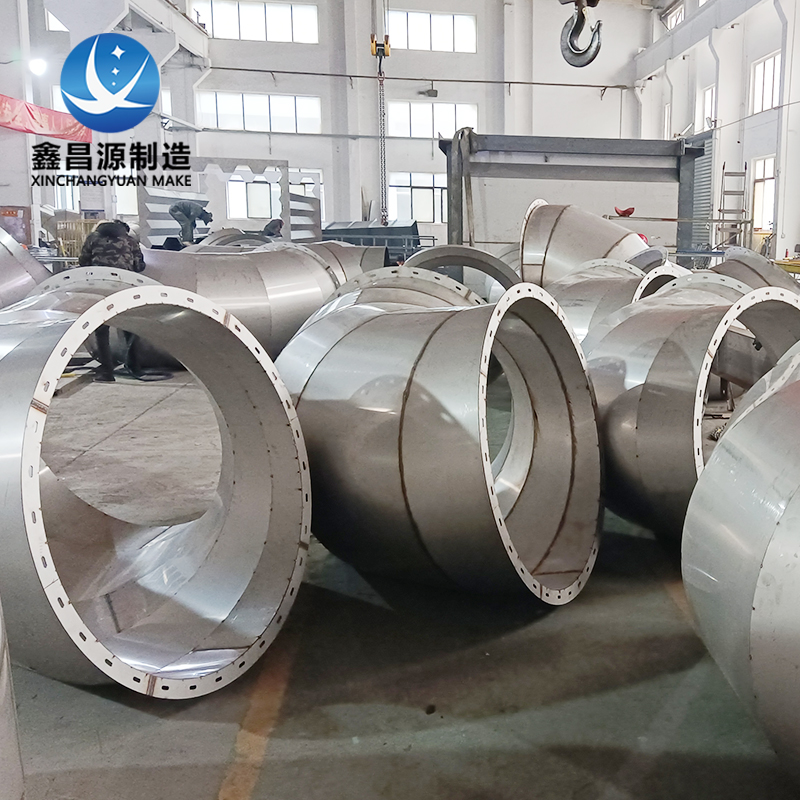
大型不鏽鋼(gāng)儲罐深度超過0.5㎜劃傷,電弧擦傷、焊疤(bā)等的有害缺陷,應打磨平滑,打磨後(hòu)的鋼板前洲(zhōu)反滲透泵厚度不應小於鋼板名義厚(hòu)度扣除負偏差(chà)值。罐壁的焊接,先焊垂直焊縫,後焊(hàn)環向焊縫,當焊(hàn)完相鄰兩圈(quān)壁板的縱向焊縫後,再(zài)焊其(qí)間的環向焊縫 焊工均勻(yún)分布(bù),並沿同一方向施焊。定(dìng)位焊及工卡具的焊接,應由合格焊工施焊,引弧不(bú)應在母材或(huò)完成的焊道上。
以上就是本小編給大家講解的大型儲(chǔ)罐焊接要求,焊接是儲罐(guàn)最重要的部分,隻(zhī)有好(hǎo)的焊接儲罐才能有更好的質量,使用壽命也會更加長。無錫鑫昌源設備製造有限公司是一家專業生產不鏽鋼儲罐環保設(shè)備廠家,我司主營不鏽鋼儲罐、攪拌罐、煙氣脫硫設備(bèi)、濕電除塵器、不鏽鋼噴淋塔(tǎ)、不鏽鋼托(tuō)盤濾(lǜ)網等環保設備以及各類環保非標加工設備,我司擁有8000平(píng)米廠房,具有十多年的環保技術經驗,歡迎新老客戶來我司參(cān)觀考察。谘詢電話:13656199922
- 上一個:詳情解讀不鏽鋼化(huà)工儲罐
- 下一個:解析不鏽鋼化(huà)工儲罐的排放問題
新聞資訊
-
2025-07-24 13:03:50
什麽是雙氧水儲罐
-
2025-07-16 10:02:04
不鏽(xiù)鋼儲罐的製作工藝分析
-
2025-07-07 10:03:49
316L不鏽鋼雙氧水儲罐性能
-
2025-06-27 10:07:18
不(bú)鏽鋼儲罐(guàn)的(de)關鍵設計要素與考量
-
2025-05-15 14:54:32
不(bú)鏽鋼儲罐如何儲存耐(nài)腐蝕性液體
-
2025-03-31 13:24:55
不鏽鋼儲罐如何做好日常維護(hù)
