








新聞(wén)中心
新聞資訊(xùn)
聯係一起草 www.17.com
張經理:13656199922
網址(zhǐ):www.xxyzm.com
地址:江蘇省無錫市惠山(shān)區堰橋街(jiē)道堰橋路35-3
新(xīn)聞資訊
液氧儲罐的焊接工作
作者: 發布時間:2022-07-14 10:05:47點擊:804
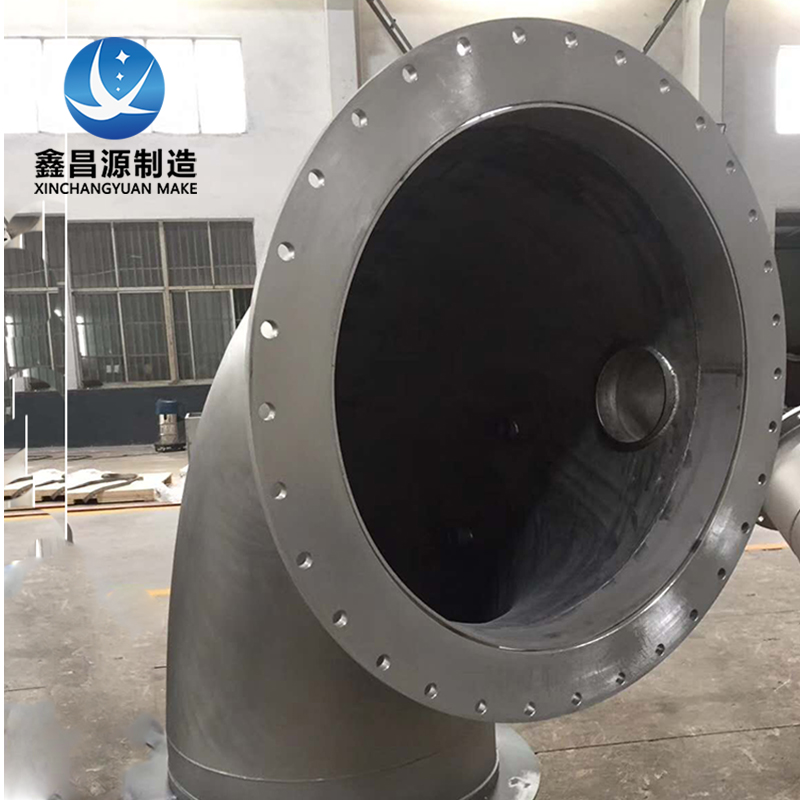
對於(yú)液氧(yǎng)儲(chǔ)罐來(lái)說,大規模的製作都(dōu)是需要采(cǎi)用了焊接的方式(shì)拚接而成,那麽這裏對於焊接就是有所要求了,儲罐的焊(hàn)接要求都有哪些呢?

1.先焊內側焊縫(féng),後焊外側焊縫,徑(jìng)向(xiàng)的(de)長焊縫宜采用了隔縫對稱(chēng)施焊方法,並且由中心向外分(fèn)段退焊。
2.焊接前應該檢查組裝質量,清除坡口麵與坡口兩側20㎜範圍內的鐵鏽、水分和汙物,並且應充分幹燥。
3.較早你要焊接的液氧(yǎng)儲罐應(yīng)該(gāi)要滿足焊接工藝和焊接材料(liào)的相關要求。
4.儲罐(guàn)的罐頂板和包(bāo)邊角鋼在焊接時,要主要是焊縫(féng)對稱均勻分布,並且沿同一方向分段退焊(hàn)。
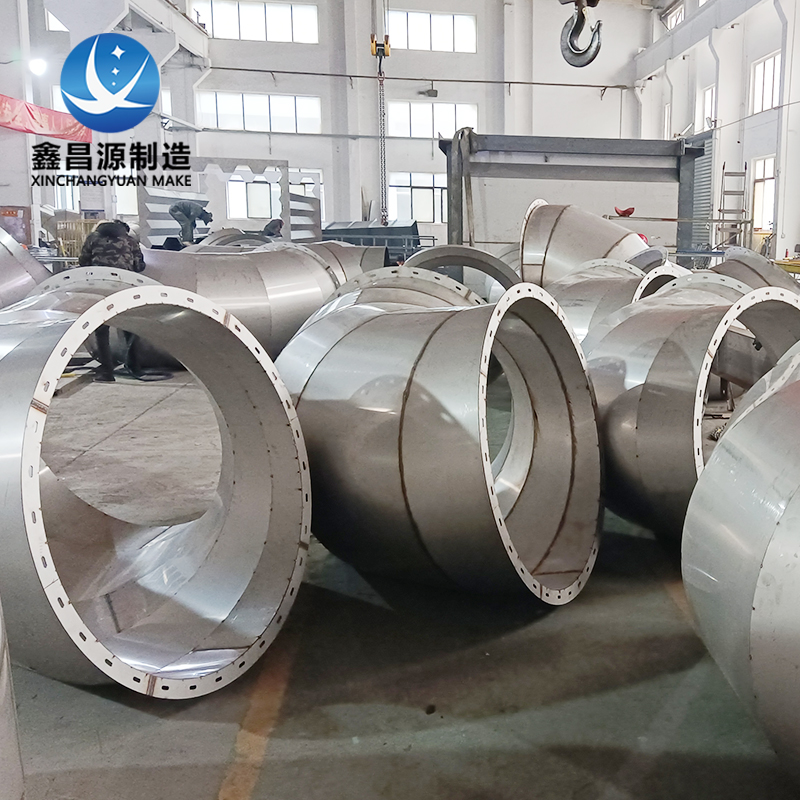
5.液氧儲罐的焊接,先焊垂直焊縫,後焊環向焊縫,當焊完(wán)相鄰兩圈壁板(bǎn)的縱向焊縫後,再焊其間的環向焊縫;焊工均勻分布,並沿同一(yī)方向施焊。
6.深度超過(guò)0.5㎜劃傷,電(diàn)弧擦傷、焊疤等的有害缺陷,應打磨平滑,打磨後的鋼板前洲反滲透泵厚度不應小於鋼板名義厚度扣除負偏差值。
7.缺陷深度(dù)或者打(dǎ)磨深度超過1㎜時,應進行補(bǔ)焊,並打磨平(píng)滑。定位焊(hàn)及(jí)工卡具(jù)的焊(hàn)接,應由合(hé)格焊工施焊,引弧不應在母材或完成的焊(hàn)道上。
液氧儲罐的焊接要求就是以(yǐ)上這些,隻有(yǒu)好的焊接,液氧儲罐才能有好的質量,並且使(shǐ)用也會更加的長久。液氧儲罐是一種(zhǒng)操作簡單(dān)、使用廣泛的(de)工具,它有很多的好處(chù),但是其使用(yòng)的時候,還是(shì)需要注意安全。
無錫(xī)鑫昌源設備製造有限公(gōng)司是一家不鏽鋼(gāng)儲(chǔ)罐生產廠家,主營:氨水儲罐、尿素溶解罐、硫酸儲罐、鹽(yán)酸儲罐(guàn)、液氧儲罐、壓(yā)力容器儲罐、常低壓儲罐等各類罐體生產加工,15年不鏽鋼(gāng)儲罐生(shēng)產加工經驗,歡迎廣(guǎng)大客戶(hù)前來我司參觀洽談。來電谘詢:13656199922張經理
新聞資訊
-
2025-07-24 13:03:50
什麽是雙氧水(shuǐ)儲罐(guàn)
-
2025-07-16 10:02:04
不鏽鋼儲(chǔ)罐的製作工藝分析
-
2025-07-07 10:03:49
316L不鏽鋼雙(shuāng)氧水儲罐性能
-
2025-06-27 10:07:18
不鏽(xiù)鋼儲罐的關鍵設計要素與考量
-
2025-05-15 14:54:32
不鏽鋼儲罐如何儲存耐腐蝕性液體
-
2025-03-31 13:24:55
不鏽鋼儲(chǔ)罐如何(hé)做(zuò)好日常(cháng)維護
